שיקולים בשימוש ובפיתוח לייזר תעשייתי רב-עוצמה
17 ינואר, 2016
הלייזר התעשייתי מבצע פעולות חיוניות בקו הייצור האלקטרוני ובפיתוח מערכות טכנולוגיות מורכבות. מה הם יתרונותיו ומגבלותיו, ומה הם השיקולים שיש לקחת בחשבון

הלייזר התעשייתי הוא במקרים רבים כלי העבודה היחיד שיכול לבצע פעולות חיוניות בקו הייצור האלקטרוני ובפיתוח מערכות טכנולוגיות מורכבות. מה הם יתרונותיו ומגבלותיו, ומה הם השיקולים בפיתוח תהליך ייצור, או בפיתוח מכשיר לייזר
מאת: צחי סבתי, מנכ"ל חברת איזק סיינטיפיק
תהליך המזעור של מערכות אלקטרוניקה, כמו למשל אבזרים ניידים, תלוי רבות במכשירי לייזר תעשייתיים, המספקים במקרים רבים את הפתרון היחיד לעיבוד החומר המיקרוסקופי הנדרש. הבנת הגדלים הפיזיקליים, ההשפעות התרמיות והאופטיות השונות, והאינטראקציה בין אור הלייזר לחומר המעובד, מאפשרות לפתח את הדורות הבאים של לייזרים לשימושים תעשייתיים, שיוביל להמשך המיזעור של רכיבי אלקטרוניקה.
מערכות חיתוך או קידוח מבוססת לייזר מעניקות יכולות ייחודיות כמו קידוח מיקרוסקופי בחומרים, ביצוע פעולות שונות על פרוסות סיילקון (Wafers) בתעשיית המוליכים למחצה, אידוי חומרים וטיפול בפני שטח ועוד. מערכות חיתוך באמצעות לייזר מציעות יעילות ואיכות תהליכים גבוהים בהרבה מפתרונות אחרים, במיוחד כאשר יש הגבלות שונות בעיבוד מכני או כימי. במקרים רבים, השימוש בלייזר הוא הפתרון היחיד שיכול לספק את העיבוד הנדרש.
השליטה באלומת הלייזר דורשת שימוש באבזרים רבים: סורקי אלומה, מפצלי\מאחדי אלומה, אלמנטים דיפרקטיביים (DOE), מאפנני פאזה מרחביים ורכיבים נוספים המאפשרים לשלוט בתיזמון, בגודל ובמיקום אלומת הלייזר. מטרת היא להנגיש את הידע על האינטרציה בין אור לחומר בהיבטים התהליכיים והיישומיים.
עקרונות פיסיקליים
מאז המצאת הלייזר גילו שניתן לבצע הסרה של חורים מגוף על-ידי אידוי באמצעות קרן לייזר מפוקסת. כדי לייעל את תהליך החיתוך, הוא מבוצע במספר צעדים (רא איור 2). בחיתוך באמצעות לייזר נפח ה"שבב" שמתאדה תלוי במקדם הבליעה של הגוף הנחתך, בקוטר הכתם של אלומת הלייזר ובאורך הפולס. חדירת האנרגיה האופטית של כל פולס לייזר והאינטראקציה עם החומר, נקבעים על-ידי החדירה אופטית והחדירה התרמית.
![איור 2. אסטרטגיות חיתוך לקבלת דיוק גבוה בחיתוך לייזר [1]](https://techtime.co.il/wp-content/uploads/2016/01/LASERS-IN-TECHTIME-FIG2.png)
לכן, כדי להגדיל את היעילות במקרה הזה, צריך לקצר את אורך הפולס. אולם יש לציין שהקשר הזה נובע ממשוואת הולכת החום הקלאסית, אשר אינה מכסה את תחום הפולסים האולטרה-קצרים. בנוסף, ראוי לזכור שעומק החדירה והאינטראקציה בין אור לחומר (אידוי או התכה) נקבעים מתוך ערכים מדידים כמו צפיפות האנרגיה במישור הגוף.
כדי שתתרחש אבלציה (הסרת חומר), צפיפות האנרגיה צריכה להיות מעל סף האבלציה של החומר. אלא שקצוות כתם הלייזר יכולות להיות בעלות צפיפות אנרגיה נמוכה מערך אנרגיית הסף לאבלציה, והדבר יכול לגרום לנזק תרמי\ ובהמשך לפגיעה ביעילות האידוי באזור שעבר נזק תרמי. בין הגורמים לתופעה: חדות כתם הלייזר יכולה להינזק מפלזמה המושרית על-ידי הלייזר.
השפעות תרמיות
![איור 3: התפתחות זמנית של פלומת האדים לאחר לזירה על דגם אלומיניום עם פולס באורך 500fs, 800nm,Q=500µJ, df=~18µm, וסף אבלציה של 200J/cm² [3]](https://techtime.co.il/wp-content/uploads/2016/01/LASERS-IN-TECHTIME-FIG3.jpg)
עומק היתוך החומר המירבי מושג זמן רב (יחסית) לאחר הפולס. התכת החומר אורכת עשרות ננו-שניות, כאשר אידוי החומר נפסק לאחר ננו-שניות בודדות. לכן בפולסים קצרים מ-10 פיקו שניות זמני התהליך כמעט ואינם תלויים באורך הפולס ועדיין מצויים בתחום הננו-שניות [3].
באיור 3 ניתן לראות את התהליך התרמי בזמנים שונים לאחר פולס בודד באורך פמטו-שניות. התהליך ממשיך להתפתח גם לאחר זמנים הגדולים בסדרי גודל מאורך הפולס ולכן אפילו כאשר תהליך האבלציה אינו תרמי, הוא מלווה בהתרחבות החומר החם אשר משפיע בצורה תרמית על סביבת העבודה.
השפעות אופטיות
אחד מהיתרונות היותר צפויים מהשימוש בפולסים אולטרה-קצרים, הוא היעדר הפלזמה המופקת מהלייזר המשפיעה על התקדמות האלומה ושאינה יכולה להתפתח במהלך הפולס האולטרה-קצר.
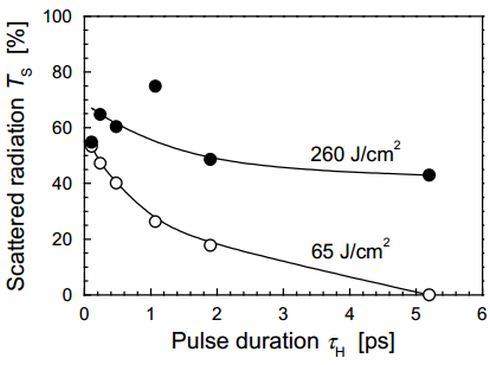
אולם מאיור 4 ניתן לראות שגם בפולסים באורך של מאות פמטו שניות קיימת פגיעה באיכות האלומה, ומסביב לאלומה המרכזית המסומנת באיור השמאלי נצפית טבעת צבעונית שקוטרה ועוצמתה עולים כתלות בצפיפות האנרגיה של הפולס (תהליך הנקרא פלזמה אופטית קרה [2]).
![איור 4. עיוות באלומה המקורית (מקווקות בצהוב באיור משמאל) כפי שנמדד 60 ס"מ מאחורי הפוקוס באוויר בפולס באורך 120fs. משמאל 80J/cm², מימין 260J/cm² [3]](https://techtime.co.il/wp-content/uploads/2016/01/LASERS-IN-TECHTIME-FIG4.jpg)
להשפעות האופטיות על איכות האלומה יש השפעות על צורת החור הנקדח. באיור 6 לדוגמא, ניתן לראות את תוצאות הקידוח על פלטת אלומיניום כפונקציה של מספר הפולסים המושדרים אל פני החומר.
![איור 6. [3] קדח הנקדח בפלדה בפולסים בעלי אלומה מעוותת.125fs, 800nm, fp=1kHz, df=18µm סף אבלציה 330J/cm²](https://techtime.co.il/wp-content/uploads/2016/01/LASERS-IN-TECHTIME-FIG6.jpg)
השאלה המתבקשת היא מהו אורך הפולס האופטימלי. התשובה – אורך פולס אופטימלי תלוי ביישום! לדוגמה, עבור עיבוד יהלומים מקובל לעבוד עם הפרמטרים הבאים: 1-10mJ, 30-100ns, 1-10kHz. בחומרים בעלי מוליכות חום גבוהה כמו מתכות ויהלומים, דיפוזיית החום מתבצעת למרחק של 1-10 מיקרון, ולכן משתמשים באורך פולס קצר יותר – 10ns-50ns.
כאשר הפולסים הם באורך גדול יותר, מתחילות להתפתח תופעות שמהן אנו רוצים להימנע, כמו היתוך, התאיידות, תופעות הידרו-דינמיות, גלי הלם, יצירת פלזמה ועוד. בטבלה 1 (למטה) מתוארים הפרמטרים המרכזיים תלויי זמן פולס:
| היררכיית הזמנים לתהליכים שונים. על-פי [4] | |
| תהליך | משך התהליך |
| בליעת אנרגיה ע"י האלקטרונים | קטן מ- 100fs |
| שחלוף אלקטרוניים ושיווי משקל תרמי | קטן מ- 1ps |
| אינטראקציה בין פוטון לפונון: שיווי משקל תרמי בין האלקטרון לשריג | 1ps-10ps |
| דיפוזיה של אלקטרון ופונון | הרבה מעבר ל- 10ps |
| היתוך, התאיידות, תופעות הידרודינמיות, גלי הלם יצירת פלזמה ועוד | ארוכים הרבה יותר |
אורכי פולס בלייזרים תעשייתיים
- פולסים באורך של ננו-שניות ופיקו-שניות מאוד שימושיים היום
- לפולסים אולטרה-מהירים באורך של פמטו-שניות יש פוטנציאל לאבלציה יעילה מאוד עם נזק פריפריאלי מופחת ודיוק גבוה הרבה יותר. אולם נדרש מחקר ופיתוח כדי להגיע לאופטימיזציה בעיבוד חומרים באמצעות פולסים אולטרה קצרים.
סיכום
מערכות לייזר לעיבוד חומרים ממלאות כיום תפקיד מרכזי בתעשיית האלקטרוניקה. בנוסף, הן ממלאות תפקידי מפתח במוצרים חדשים המופיעים בשווקים בעלי צמיחה מהירה, כמו הדפסת תלת-מימד, חיבור והתכה מיקרונית, הדמייה באמצעות לייזר (LDI), סימון מוצרים באיכות גבוהה, ועוד.
חברת איזק סיינטיפיק מספקת ייעוץ ופרוייקטי מחקר ופיתוח של לייזרים ליישומים תעשייתיים.
פרטי קשר: [email protected], www.IzakScientific.com
תודות: לפרופ' יחיעם פריאור ממכון וייצמן על הרצאתו במסגרת הפורום הישראלי לעיבוד חומרים באמצעות לייזרים בלשכת המהנדסים, שהתקיימה בנובמבר 2015 בתל אביב http://www.weizmann.ac.il/chemphys/Prior/presentations-0
מראי מקום:
[1] T. Abeln, J. Radtke, F. Dausinger, “High precision drilling with short-pulsed solid-state lasers”, Proc. Laser Microfabrication Conf. ICALEO '99 (San Diego, CA), P. Christensen, P. Herman, R. Patel (Eds.), LIA Vol. 88,
pp. 195-203, Laser Institute of America, Orlando, FL, 2000.
[2] H. Tönshoff, C. Momma, A. Ostendorf, S. Nolte, G. Kamlage, “Microdrilling of metalls with ultrashort laser
pulses”, Proc. Laser Materials Processing Conf. ICALEO´98 (Orlando, Fl), E. Beyer, X. Chen, I. Miyamoto
(Eds.): LIA Vol. 85, pp. A 28, Laser Institute of America, Orlando, Fl., 1998.
[3] F. Dausingera, H. Hügela, V. Konovb, “Micro-machining with ultrashort laser pulses: From basic understanding to technical applications”
[4] S.K. Sundaram and E. Mazur; Inducing and probing non-thermal transitions in semiconductors using femtosecond laser pulses, Nature Materials 1, 217 – 224 (2002)
פורסם בקטגוריות: אלקטרואופטיקה , חדשות
פורסם בתגיות: featured
